Product Similar To: [Product Name]
VariMill III™ • 774E • 7 Flute with Eccentric Relief Grind • Metric
VariMill III™ • 774E • Unequal Flute Spacing • Eccentric Relief
Features and benefits
- Unequal flute spacing configuration minimises chatter and harmonics for smoother machining.
- Centre cutting.
- Optimised geometry for titanium machining.
- Single tool for both roughing and finishing operations requiring fewer setups.
- Standard items listed. Additional styles and coatings made-to-order.
Uses and application
Trochoidal Milling
Flute Configuration: 7
Ramping: 3°
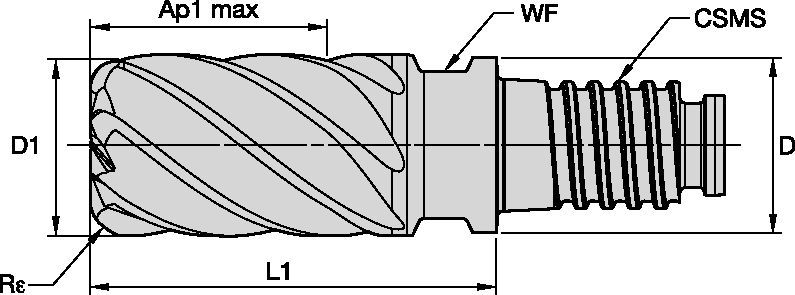
Corner Style: Corner Radius
Side Milling/Shoulder Milling: Square End
Helix Angle: 38°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />